 HYDRAULIKA I PNEUMATYKA, ZESZYT 1/2004
HYDRAULIKA I PNEUMATYKA, ZESZYT 1/2004

IRENEUSZ MADEISKI
TADEUSZ KRET
KRET i S-KA CHOJNÓW
Układy napędowo - sterujące hydraulicznej prasy wulkanizacyjnej.
1. Wprowadzenie
W roku 1998 przeprowadzono modernizację układu napędowo-sterowniczego dwudziestoletniej hydraulicznej prasy o nacisku 42MN(4200t) [1].
Osiągnięta poprawa warunków technologicznych, ekologicznych i ekonomicznych była powodem modernizacji następnej prasy hydraulicznej o nacisku 19MN(1900t).
Zakres modernizacji tej prasy obejmował głównie wymianę układu sterowania elektrycznego oraz zmiany
cyklogramu pracy układu hydraulicznego i grzewczego (olejowego) [2].
Uzyskane wyniki w zakresie sterowania i kontroli całego procesu technologicznego przeprowadzonego na tej prasie były powodem niejako
uzupełnienia modernizacji przeprowadzonej w 1998r. prasy o nacisku 42MN o kompletne sterowanie całego procesu technologicznego
tj. układu hydraulicznego i układu grzewczo – chłodzącego.
2. Układ hydrauliczny.
Na rys.1 jest przedstawiona część układu hydraulicznego po modernizacji prasy 42MN w ‘98r.
W tym rozwiązaniu zacisk prasy a więc ciśnienie podawanego oleju regulowane było zaworem proporcjonalnym (redukcyjno - przelewowym) 23.
Zawór ten reagował także na nadmierny wzrost ciśnienia, który mógł nastąpić od strony prasy.
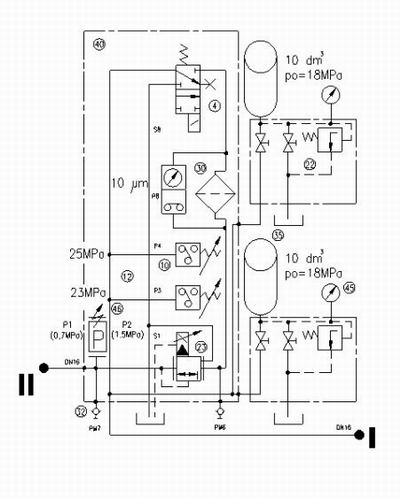
Rys. 1. Fragment układu hydraulicznego prasy wulkanizacyjnej
o nacisku
42MN po modernizacji w 1998r.
Podczas cyklu pracy prasy wielkość ciśnienia oleju zależne jest od podawanego napięcia na cewkę proporcjonalną zaworu.
Aby zawór ten mógł pracować musi przez niego przepływać strumień (ok. 0,8dm3/min.) sterujący, który ciągle rozładowuje akumulatory hydrauliczne.
Doładowywanie tych akumulatorów musi się odbywać nawet wtedy gdy prasa znajduje się w fazie wulkanizacji i nie zmienia się jej nacisk.
W rozwiązaniu przedstawionym na rys.2 (układ hydrauliczny prasy o nacisku 42MN po modernizacji w grudniu 2003r.) wzrost wysokiego ciśnienia w prasie
jest powodowany włączeniem zaworu 20(cewkaY15)a także w zakresie ciśnienia do 16MPa, zaworu 20(cewka Y16).
Pomiar ciśnienia odbywa się analogowym przekaźnikiem ciśnienia B21. Po osiągnięciu zadanego przez sterownik ciśnienia następuje
wyłączenie cewek Y15 i Y16 a zawór zwrotny 7 zabezpiecza przed spadkiem ciśnienia w prasie. Obniżenie ciśnienia w prasie odbywa się poprzez
zawór 50(cewka Y17). Zawór przelewowy 49 ustawiony na ciśnienie 26MPa zabezpiecza przed niekontrolowanym wzrostem ciśnienia od strony prasy.
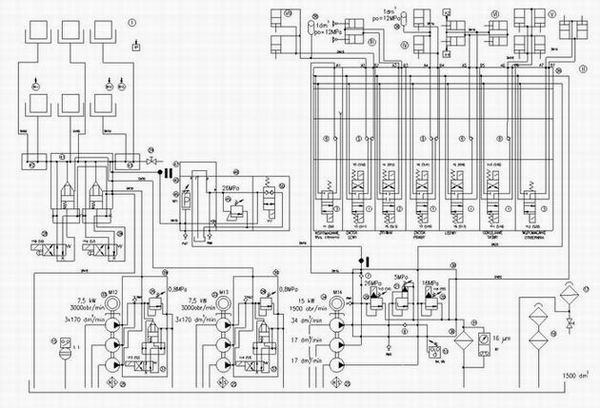
Rys. 2. Układ hydrauliczny prasy wulkanizacyjnej o nacisku 42MN
po
modernizacji w grudniu 2003r.
Pierwszy etap obsługi prasy w zakresie niskiego ciśnienia (0,7MPa) odbywa się ręcznie. Po osiągnięciu tego ciśnienia można uruchamiać cykl automatyczny.
Cykl ten może się uruchomić pod warunkiem ustawienia listew bocznych w odpowiednim położeniu, ustawieniem parametrów technologicznych na panelu operatorskim
oraz osiągnięciu odpowiedniej temperatury wejściowej płyt grzejnych.
3. Układ grzewczo – chłodzący.
Prasę grzeje parą wodną o ciśnieniu do 1,6MPa, natomiast do chłodzenia (do 50°C) używa się wodą.
Schemat układu grzewczo – chłodzącego przedstawiony jest na rys.3. Do regulacji temperatury (dopływu pary wodnej) stosuje się zawór grzybkowy proporcjonalny
z zamontowanym pozycjonerem. Takim samym zaworem dozuje się wodę chłodzącą. Na odpływie pary i wody zamontowane są zawory grzybkowe dwustanowe.
Wszystkie zawory napędzane są sprężonym powietrzem. Układ jest przystosowany także do automatycznego i ręcznego odwadnianie prasy.
Gdy prasa wychładzana po dłuższym postoju zostanie zasilona parą wodną następuje skraplanie tej pary i odwadniacz nie jest w stanie odprowadzić
w krótkim czasie takiej ilości wody. W takiej sytuacji włącza się automatyczne odwadnianie pary, tj. na chwilę zamyka się zawór I i
otwiera zawór III a następnie ponownie otwiera się zawór I. Wpływająca para wypycha wodę do zbiornika chłodzącego.
Cykl automatyczny polega na tym, że w pamięci sterownika wpisano część tablic fizycznych określających temperaturę pary wodnej w funkcji
ciśnienia. Gdy zostanie przekroczona zaprogramowana relacja między ciśnieniem i temperaturą włącza się odwadnianie automatyczne. Odwadnianie
można także przeprowadzić ręcznie. Opisywany układ jest przystosowany do chłodzenia ręcznego prasy poza cyklem automatycznym, co polega na
zamknięciu zaworu I i IV oraz otwarciu zaworu III i II.
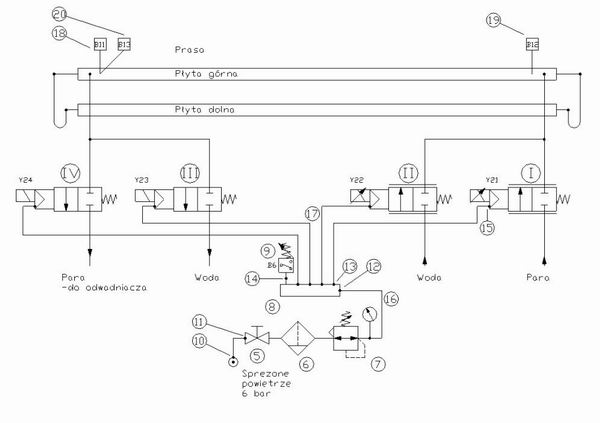
Rys. 3. Układ grzewczo – chłodzący.
4. Elektroniczny układ kontroli i sterowania.
Do kontroli i sterowania został użyty swobodnie programowalny sterownik SIMATIC S7-300 o następującej konfiguracji:
- 8 wejść analogowych,
- 48 wejść cyfrowych,
- 4 wyjścia analogowe
- 32 wyjścia cyfrowe.
Komunikację operatora ze sterownikiem prasy zapewnia terminal operatora TD27-6. Jest to monochromatyczny wyświetlacz o rozdzielczości 320x240 punktów
z ekranem dotykowym. Oprogramowanie terminala zawiera 6 ekranów użytkowych. Na każdym ekranie utworzone są odpowiednie przyciski funkcyjne i sterujące.
Dotknięcie przycisku powoduje zmianę ekranu lub uruchomienie funkcji opisanej na przycisku. „Ekran główny” – pokazuje schematycznie przebieg temperatury
i ciśnienia wulkanizacji. Zawiera on wszystkie podstawowe informacje niezbędne do oceny prawidłowości procesu wulkanizacji.
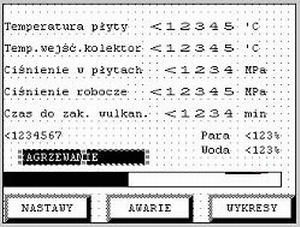
Rys. 4. Ekran główny terminala TD27-6.
Rys. 5. Ekran nastawy.
Podstawowe parametry wyświetlane są tekstowo. W dolnej części ekranu umieszczony jest pasek postępu procesu wulkanizacji.
W najniższej części ekranu znajdują się trzy przyciski pozwalające na przejście do ekranu nastaw, awarii lub ekranu z wykresem przebiegu wulkanizacji.
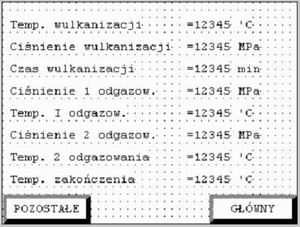
„Ekran nastawy” – gromadzi parametry, które zmieniane są dla różnych rodzajów wulkanizowanej taśmy.
Dwa przyciski na dole ekranu pozwalają ustawić pozostałe, nie pokazane na tym ekranie parametry wulkanizacji.
„Ekran pozostałe” - gromadzący nastawy parametrów technologicznych jednakowych dla wszystkich rodzajów taśm wulkanizowanych.
Parametry te w zasadzie nie są zmieniane a dostęp do nich jest możliwy po wprowadzeniu odpowiedniego kodu.
„Ekran z wykresem przebiegu wulkanizacji” – przebieg ten przedstawiony jest w postaci wykresów ciśnienia i temperatury w funkcji czasu.
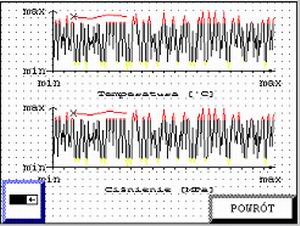
Rys. 6. Ekran z wykresem przebiegu wulkanizacji.
„Ekran awarie” – w przypadku zaistnienia awarii na ekranie tym wyświetlana jest informacja o wykrytych przez sterownik nieprawidłowościach.
W dolnej części ekranu znajdują się: przycisk CHŁODZENIE – pozwalający na uruchomienie ręcznego procesu chłodzenia oraz przycisk ODWADNIANIE,
który także pozwala ręcznie poza cyklem automatycznym włączyć proces odwadniania płyt prasy.
5. Podsumowanie.
Modernizacja układów prasy dokonana w grudniu ubiegłego dała bardzo wyraźną poprawę parametrów technologicznych.
Zamontowane układy całkowicie kontrolują temperatury grzania, chłodzenia oraz ciśnienia nacisków prasy, co objawiło się podniesieniem jakości
i powtarzalności produkowanych i regenerowanych taśm przenośnikowych.
Uzyskano także poprawę parametrów ekonomicznych poprzez racjonalne wykorzystanie pary grzewczej, wody chłodzącej oraz energii elektrycznej,
której pobór zmniejszył się kilkakrotnie w czasie trwania procesu technologicznego. Ze względu na krótki okres czasu pracy prasy trudno ocenić
wzrost trwałości elementów i instalacji, ale biorąc pod uwagę fakt, że pompa wysokociśnieniowa w czasie trwania cyklu produkcyjnego
włącza się do 4¸5 razy oraz wyłączenie pary grzewczej i wody chłodzącej odbywa się w sposób zaprogramowany i kontrolowany zaworami proporcjonalnymi,
które skutecznie zabezpieczają instalację przed objawami i skutkami szoków termicznych, należy oczekiwać, że i tutaj zauważy się znaczny wzrost trwałości
pracujących elementów i instalacji.
Bardzo wyraźną poprawę w zakresie obsługi bieżącej (technologicznej) i eksploatacyjnej (rejestr i wizualizacja usterek na panelu operatorskim).
Uzyskane i przedstawione wyniki prac modernizacyjnych prasy wulkanizacyjnej zainteresowały inwestora dalszą współpracą.
Trwają rozmowy dotyczące modernizacji następnych urządzeń.
|