|
|
 HYDRAULIKA I PNEUMATYKA, ZESZYT 4/98________17
HYDRAULIKA I PNEUMATYKA, ZESZYT 4/98________17

Firma
T. KRET & S-ka CHOJNÓW Nowoczesne
układy napędowo-sterownicze Firma T. KRET & S-ka CHOJNÓW z siedzibą w Chojnowie powstała w roku 1994 jako odpowiedź na zachodzące w kraju zmiany i związane z tym zapotrzebowanie na jednostkowe maszyny i urządzenia z nowoczesnymi napędami hydraulicznymi, pneumatycznymi - sterowanymi nowoczesną elektroniką. W podtytule firma używa określenia niekonwencjonalne narzędzia, maszyny, urządzenia i układy mechaniczne, hydrauliczne, pneumatyczne, elektroniczne. Ten podtytuł charakteryzuje działalność firmy obejmującą: -prasy
hydrauliczne do obróbki metali -narzędzia i urządzenia z napędem hydraulicznym stosowane do obróbki plastycznej metali, związane także z obróbką blach nierdzewnych, aluminium, miedzi -maszyny
i urządzenia do obróbki materiałów niemetalicznych,
np.: -systemy, układy i zasilacze hydrauliczne w zakresie od 0,75 kW do 75 kW ze sterowaniem mikroprocesorowym. Wśród
licznych odbiorców maszyn i urządzeń projektowanych i
produkowanych przez Spółkę znalazły się tak duże
firmy, jak: KGHM "Polska Miedź", ABB DOLMEL,
ZASTAL-Zielona Góra, a także Politechniki - Wrocławska
i Łódzka oraz wiele mniejszych firm stosujących
elastyczne, wydajne i szybkoprzezbrajalne maszyny. TADEUSZ KRET
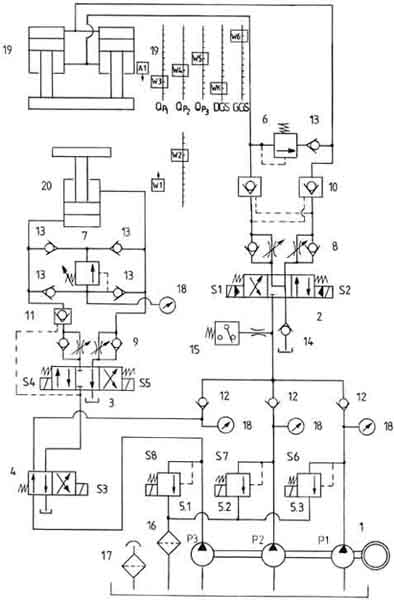
Wprowadzenie Zbudowanie dobrze funkcjonującego układu napędowo-sterowniczego stosowanego w prasach hydraulicznych jest poważnym zadaniem inżynierskim. Opisany w niniejszym artykule układ hydrauliczny (rys. 1) przystosowano, zgodnie z wymaganiami zamawiającego, do określonej, jednostkowej prasy o następujących parametrach: -
nacisk max 250 Mg Prezentowana prasa jest przystosowana do szybkiej zmiany narzędzia, co gwarantuje szybką zmianę technologii procesu produkcyjnego: toczenia, gięcia, wyciskania, wykrawania. Jest zbudowana z dwóch korpusów spawanych, połączonych czterema kolumnami przenoszącymi obciążenia związane z jej pracą, a także służącymi do prowadzenia suwaka poruszającego się pomiędzy korpusami. W górnym korpusie zamontowano dwa siłowniki napędzające suwak, zaś w korpusie dolnym siłownik tzw. poduszki (wyrzutnika). Układ hydrauliczny prasy PH-250 Zasilanie układu hydraulicznego odbywa się za pomocą pompy zębatej trójstrumieniowej 1. Każdy strumień zabezpieczono zaworem przelewowym sterowanym elektrycznie. Zawory każdej cewki elektrycznej S6, S7, S8 nie są zasilane elektrycznie, są otwarte i łączą każdy strumień w obiegu krótkim ze zbiornikiem. Zasilanie elektryczne działające na cewkę zamyka zawór i poszczególne strumienie są kierowane do układu. Strumień pompy przez rozdzielacz 4 może zasilać układ roboczy, lub jeśli napięcie działa na cewkę S3, to następuje zasilanie układu wyrzutnika ("poduszki"). Rozdzielacz 2 steruje bezpośrednio ruchami suwaka, który zabezpieczono zamkami hydraulicznymi 8 przed opadaniem lub niekontrolowanymi ruchami.
Rys. 1. Schemat hydrauliczny prasy PH-250 Tryby pracy prasy i zabezpieczenia Tryb ręczny. Podczas tego etapu są wykonywane pierwsze ruchy robocze prasy, ustawiane jest narzędzie, co wymaga bardzo powolnego i precyzyjnego ruchu ustawczego. Ponieważ wydajność najmniejszego strumienia P3 była zbyt duża więc wprowadzono elektroniczny układ wzbudzania cewki S8, zatem czas włączenia cewki i przerwę pomiędzy kolejnym impulsem można ustawić na pulpicie sterowniczym. Ta konstrukcja mimo dużej masy suwaka i narzędzia pozwla na wykonywanie bardzo precyzyjnych ruchów ustawczych. Zabezpieczenia. Oprócz standardowych zabezpieczeń w układach elektrycznym i hydraulicznym zastosowano dodatkowe zabezpieczenie przed uszkodzeniem konstrukcji prasy w układzie elektronicznym. Zabezpieczenia te działają w razie pomyłki obsługującego urządzenie, np. gdy ustawiony skok suwaka 19 będzie większy od skoku siłownika "poduszki" 20, suwak wciśnie siłownik "poduszki" aż zadziała czujnik W 1. Prasa zostanie wyłączona i będzie można ją włączyć tylko ręcznie, w odpowiednim kierunku (do góry). Jeśli suwak prasy z jakiegoś powodu przekroczy nastawę GGS (W6), to zadziała czujnik Al, wyłączając ruch suwaka. Będzie to uruchomienie ręczne w kierunku "do dołu".
Rys. 2. Porównanie napędu
mechanicznego prasy (a) Tryb pracy "wyrzutnik" (rys. 2). Tutaj z cofaniem się suwaka prasy następuje ruch siłownika wyrzutnika i wyrzucenie obrabianego elementu (detalu) z narzędzia. Skok wyrzutnika ustawia się czujnikiem W2 (z pulpitu sterowniczego). Tryb pracy "poduszka" - tutaj siłownik dolny stanowi ustawianą (z pulpitu sterowniczego) przeciwsiłę w stosunku do suwaka. Podczas ruchu powrotnego (siłowniki 19) następuje też ruch siłownika "poduszki" 20 do pozycji określonej czujnikami W2. Ten ruch wyrzuca wykonany element (detal). Przeciwsiłę "poduszki" ustawia się zaworem 13. Dolną granicę skoku GDS w obu wymienionych etapach pracy można ustawić czujnikiem położenia WK lub czujnikiem ciśnienia 15. Podsumowanie Opisany
układ napędu i sterowania elektrohydraulicznego prasy
jest rozwiązaniem optymalnym ze względów
funkcjonalnych i ekonomicznych. Wszystkie elementy
hydrauliczne są typowymi elementami katalogowymi. Pomimo
zastosowania pomp zębatych stałej wydajności prasa
może pracować w kilku prędkościach zmieniającymi
się korzystnie w cyklu pracy (rys. 2). Natomiast użycie
sterownika PLC pozwoliło na bardzo elastyczną zmianę
kolejnych kroków pracy w wybranym etapie, także podczas
uruchomienia prasy ustawienia kolejności oraz
opóźnienia włączania poszczególnych cewek zaworów,
co wyeliminowało hydrauliczne uderzenia ciśnienia i
dało łagodny dla ucha dźwięk podczas przełączania
poszczególnych grup zaworów. Takie rozwiązanie
konstrukcyjne prasy i zastosowanego układu
hydraulicznego pozwoliło na uzyskanie wskaźnika nacisku
do masy prasy wynoszącego 10%. Prasa pracuje bez
fundamentowania, spoczywając na dziesięciu
wibroizolatorach. Autor artykułu reprezentuje firmę T. Kret & S-ka Chojnów. Opisywana prasa PH-250 otrzymała wyróżnienie NOT Zagłębia Miedziowego w roku 1996. |